Determination of Productivity Parameters in ship maintenance works in a medium-size shipyard
José L. Barberán Nazareno1
José R. Marín López2
Abstract
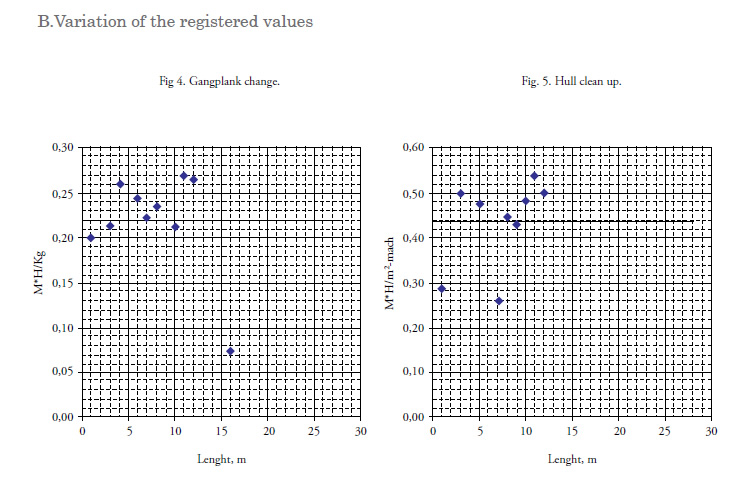
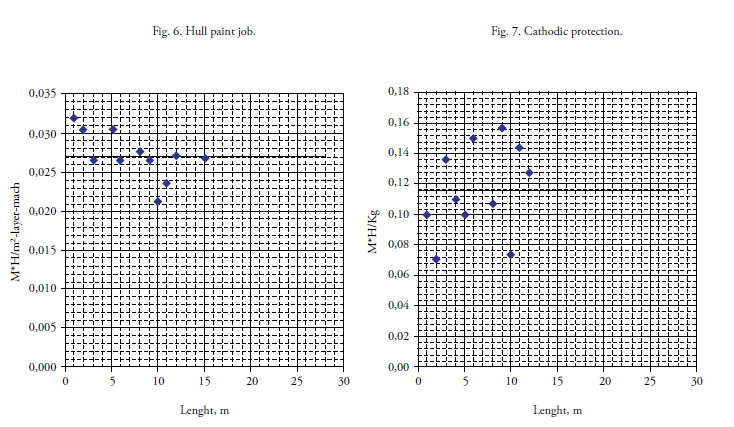
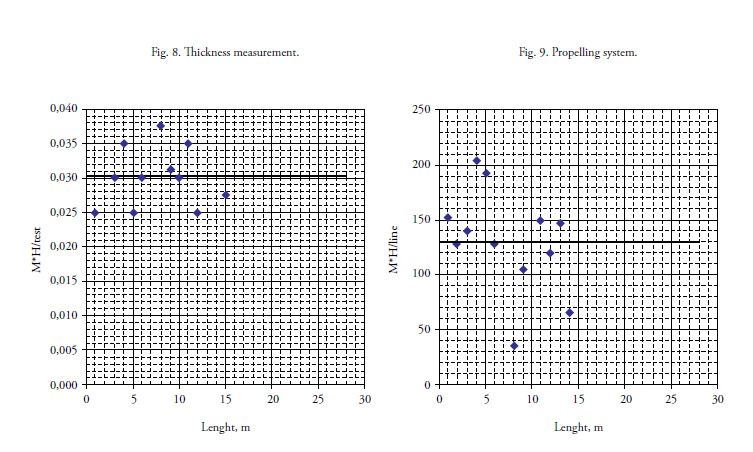
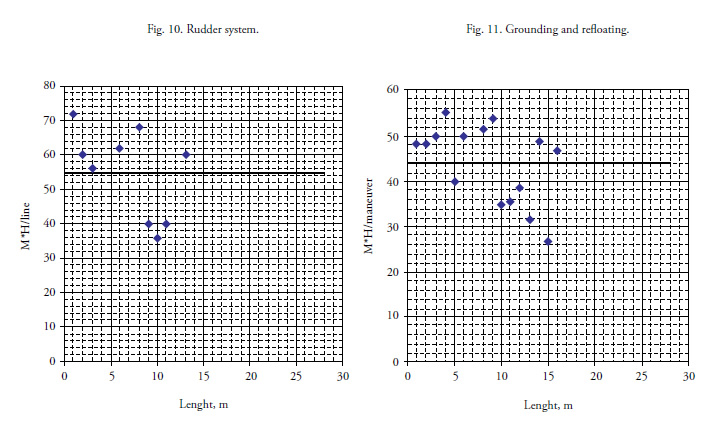
Productivity parameters were determined in maintenance works of 16 ships in the slipways of ASTINAVE, a medium-size shipyard at Guayaquil, Ecuador, in the period between April 2008 and January 2009. Typical processes applied during ship maintenance, its units for evaluation and a classification chart are presented. With the registered time (Man-Hour, M-H), mean values, standard deviations and variation coefficients were calculated for each process. Mean value results for each work were: Plating replacement: 0.220 M-H/kg, Hull cleaning: 0.435 M-H/m2-machine, Painting: 0.027 M-H/m2-machine, Cathodic protection: 0.116 M-H/Kg, Thickness measurement: 0.030 M-H/test, Propulsion system: 130.92 M-H/ line, Steering system: 54.89 M-H/line, Ship docking/undocking: 43.97 M-H/maneuver, Bottom Valves: 15.83 M-H/#valve, and, Fuel tank cleaning: 0.0093 M-H/gal.
Key words: ship maintenance.
Resumen
Se determinaron Parámetros de Productividad en los trabajos de mantenimiento de 16 embarcaciones en el varadero de ASTINAVE, en Guayaquil, Ecuador, en el periodo Abril 08 hasta Enero 2009. Se describen, definen las unidades para su evaluación y se clasifican los procesos típicos que se desarrollan para el mantenimiento de buques. Con los tiempos (hombres-hora) registrados se calcularon los valores medios, desviaciones estándar y Coeficiente de Variación de los parámetros de cada proceso. Los valores medios resultantes son: Cambio de planchaje 0.220 H-H/kg, Limpieza del Casco 0.435 H-H/m2-máq, Pintado 0.027 H-H/m2-máq, Protección catódica 0.116 H-H/Kg, Medición de espesores 0.030 H-H/prueba, Sistema de Propulsión 130.92 H-H/línea, Sistema de Gobierno 54.89 H-H/línea, Varada/Desvarada 43.97 H-H/maniobra, Válvulas de Fondo 15.83 H-H/#válv, y, Tanques de combustible 0.0093 H-H/gal.
Key words: mantenimiento de buques.
Date received: March 2nd, 2009 - Fecha de recepción: 2 de Marzo de 2009
Date Accepted: December 21st, 2009 - Fecha de aceptación: 21 de D iciembre de 2009
________________________
1 Astilleros Navales Ecuatorianos, Supervisor de Varadero, Cañar y Vivero, Guayaquil, Ecuador. Email: jlbarberan@gmail.com
2 Facultad de Ingeniería Marítima y Ciencias del Mar, Escuela Superior Politécnica del Litoral, Profesor, Km. 30.5 Vía Perimetral, Guayaquil,
Ecuador. Email: jrmarin@espol.edu.ec
............................................................................................................................................................
Overview
Time intervals between ship maintenance works are established usually by the classification societies, maritime authority, or, insurance companies, and to satisfy those requirements shipowners must coordinate entrances in dock according to the availabilities of them. Shipowners desire that the time periods for maintenance works be short to satisfy his previous commitments, and to reduce costs, while the shipyard may not have enough area to receive all ships that require its services. These limitations in time and area, force the shipyard to keep an effective control for the fulfillment of the programmed tasks.
The determination of the parameters for each activity during ship hull maintenance, may only be obtained in the working area, in a specific manner. Besides, each one of these activities is evaluated in a different manner.
The present work will provide real information about the methodology that is followed in the maintenance work of ship hulls in an ecuadorian shipyard, and also will allow to have productivity parameters, that permit comparison with processes and efficiency parameters in other locations. As it is established by a American proverb, “what cannot be measured cannot be evaluated, what cannot be evaluated cannot be controlled, and, what cannot be evaluated cannot be improved”.
In the slipways of ASTINAVE, Guayaquil, Ecuador, eight ship hulls may receive maintenance simultaneously, with four of them under cover. The shipyard posses of a platform in slipways 35 meter long, 10 meter wide, a 4000  area of transference, a winch with pulling capacity of 700 tons, six cars for transferences, and five cars to dock with extensions. Besides this, the shipyard counts with two semiautomatic machines for painting, a stationary electric compressor, five sandblasting machines, a portable compressor, two forklifts, a 2-ton telescopic crane, among other facilities.
area of transference, a winch with pulling capacity of 700 tons, six cars for transferences, and five cars to dock with extensions. Besides this, the shipyard counts with two semiautomatic machines for painting, a stationary electric compressor, five sandblasting machines, a portable compressor, two forklifts, a 2-ton telescopic crane, among other facilities.
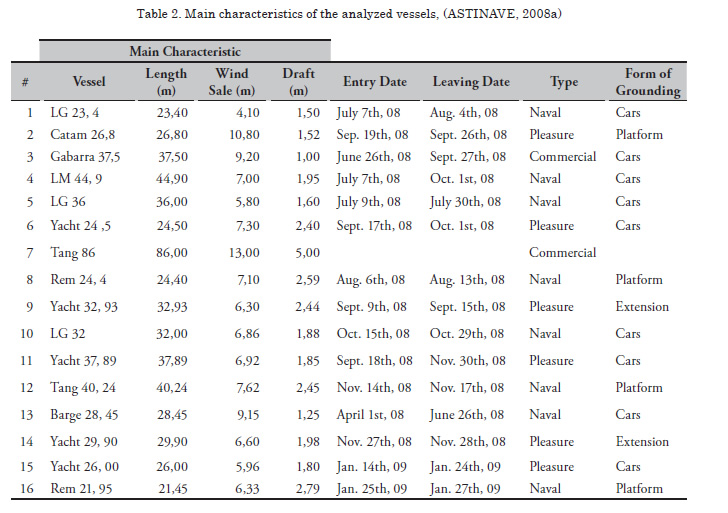
Classification of Hull maintenance tasks. In the present work, hull maintenance tasks, which are described in the appendix, have been grouped in three areas, and for each one it has been established measurement units, as it is following explained (see Table 1.)
Equipment limitations, (ASTINAVE CAR-C, 2008) and (ASTINAVE, 2008b). Following the characteristics and limitations of the available equipment used in the different tasks are presented.
Equipment for steel plating replacement (Group 1/1). It consists of oxygen cylinders and acetylene, of 10 m3 and 9 kg, respectively, pressure regulators, torches for plate cutting, welding machines, with service cycles of 60%. One of the limitations is the time loss, when cylinders are unloaded.
Equipment for hull surface cleaning (“sandblasting”) (Group 1/2). It consists of five 1 m3 boxes, and 5 sandblasting machines, each of 0.08m3 of capacity. The equipment receives compressed air at 125 psig. The limitation is that each machine must have a compressor, so when two machines are operated, a portable compressor must be installed.
Equipment for painting (Group 1/3). It consists of a painting machine with 180 cm3 output per cycle. This equipment receives compressed air from an stationary electric compressor at 125 psig. In the painting gun a nozzle is installed, discharging with the most common model, 0.77-0.88 gals/min when operates at a pressure of 3800 psi, (HEMPEL).
Equipment for cathodic protection (Group 1/4). It is the same as that used for plating replacement.
Equipment for Thickness measurement (“Audio Gage”) (Group 1/5). The equipment for measurement of thickness (Ultrasound) has a simple crystal probe, and it is capable of measuring over painting; it does not need to be calibrated when working with different materials. The main disadvantage is that the delay line is damaged when working on rough surfaces.
Equipment for Propulsion system (Group 2/1). It is composed of tackles and pulleys with a 2 ton capacity, a crane with maximum lift of 2 tons, forklifts, packing extractors and tools for gap measuring. The main limitation of the equipment is the fact that part of the pulling process is manual and that the boom of the crane can be extended a maximum distance of 6 m.
Equipment for steering gear (Group 2/2). It is composed of tackles and pulleys with a 2 ton capacity, a crane with maximum lift of 2 tons, forklifts, packing extractors and tools for gap measuring. The main limitation of the equipment is the fact that part of the pulling process is manual.
Equipment for hull docking and undocking (Group 2/3). This includes a 200 hp power engine. The Buckan winch, has a cable drum diameter of 2.04 m. The platform for docking is 35 meter long, and 10 meter wide. The cars on which ships are docked are 4, and two of them dispose of hydraulic arms to secure the hull. To increase the draft of the ship to be docked, extensions may be installed at the end of the platform. The main limitation of the equipment is the draft above the platform, which depends on the water level of the tide. Another limitation is the winch pulling capacity.
Equipment for bottom valves (Group 3/1). It consists of spanners, screw wrenches, and a compressor of 150 psi. The main limitation of the equipment is that the tasks depend heavily on worker skill.
Equipment for cleaning fuel tanks (Group 3/2). The equipment for disposing, cleaning, and degasification consists of buckets, scrapers and hooks. The main limitation is that tasks depend on the size and configuration of the tank.
Determining productivity parameters
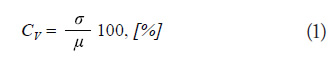
Data registration. Following a summary of the main characteristics of the analyzed ships is presented. They are ships with length between 20 and 45 meters, and with light load draft between 1.2 and 2.8 meters. In Table 2, ships classified as Armada belong to the Ecuadorian Navy but are not of war type (for example tugs or barges). It must also be noted that ship #7 (Tanq 86) was not docked, but she was tied to the pier and took place some steel plate changes.
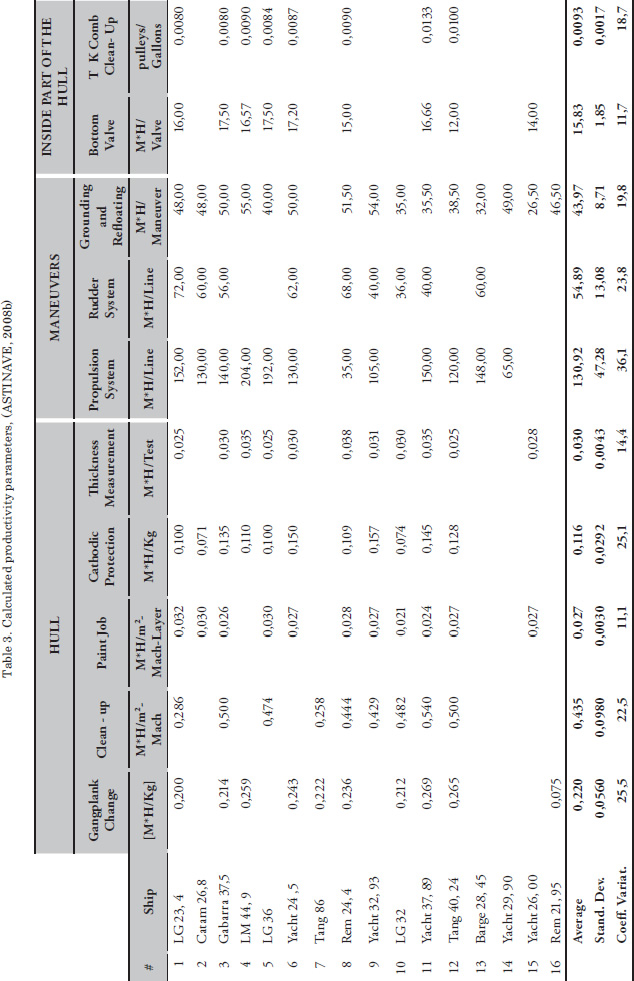
Data summary. Table 3 presents a summary of the registered productivity parameters, including also mean, μ, standard deviation, σ, and the variation coefficient as a percentage of the mean, defined as (Zurita, 2008):
The reported values correspond to the different tasks developed on different ships, in the period between April/2008 and January/2009. In the appendix of this paper, registered values for each parameter are presented for all analyzed ships, (Barberán, 2008).
It must be mentioned that in the case of ship 16, Rem 21.95, for the steel plating change a overtap process was utilized (no cutting was involved), and as a result, the time for that job was reduced considerably. In the case of ship 8, Rem 24.4, tasks developed in the propulsion system consisted only of dismounting/mounting the propeller. And in the case of ship 14, Yacht 29.90, because of the urgency of the shipowner, the shipyard had to work continuously for 24 hours, with a reduction in dead times because of task reinitialization.
Analysis of results
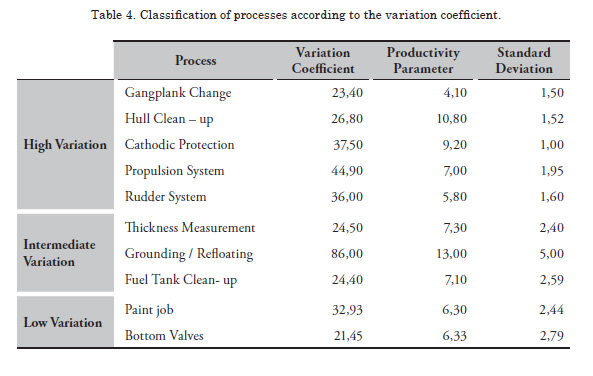
The usefulness, for planning and control purposes, of the productivity parameters in the ship hull maintenance works depend on the low variation of the reported values. As a function of the calculated variation coefficients, in the present paper, processes were classified as with High  Intermediate (12-20%), and, Low (<12%) variation, with the results presented in Table 4.
Intermediate (12-20%), and, Low (<12%) variation, with the results presented in Table 4.
According to the calculated results, the process with the highest variation is related to the maintenance of propulsion systems. In this variability, influences the different in size of the system that forces to manipulate different weights; also, because of the design of warships, very small spaces are available in the bottom region of the hull, obstructing the access and increasing the required time to complete the tasks. In the previous topic of this paper, it was mentioned that two of the analyzed ships (8 and 14) required uncommon tasks, and if they are not included in the calculations, the variation coefficient reduces to 20.8%, with a mean value of 147.10 M-H/line.
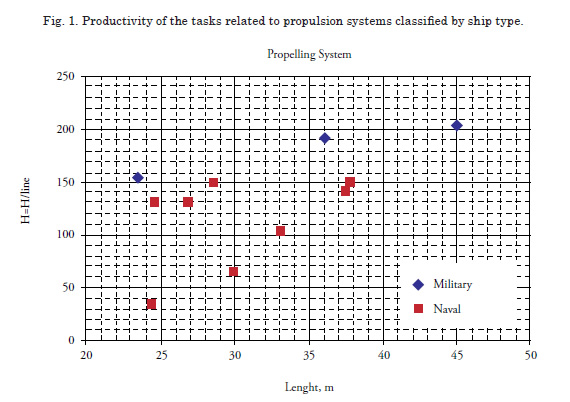
In Fig. 1 productivity parameter related to the propulsion system work versus length of the ships are plotted, differentiating between civil (including navy tugs and barges) and war vessels. It may be noted that naval ships require longer repairing time periods than commercial or pleasure, and in both cases it may established a tendency line with positive slope; this is thought to be reasonable since with the length of the ship the size of the mechanical element of propulsion system increase, and with them, their weights and the time to manipulate them.
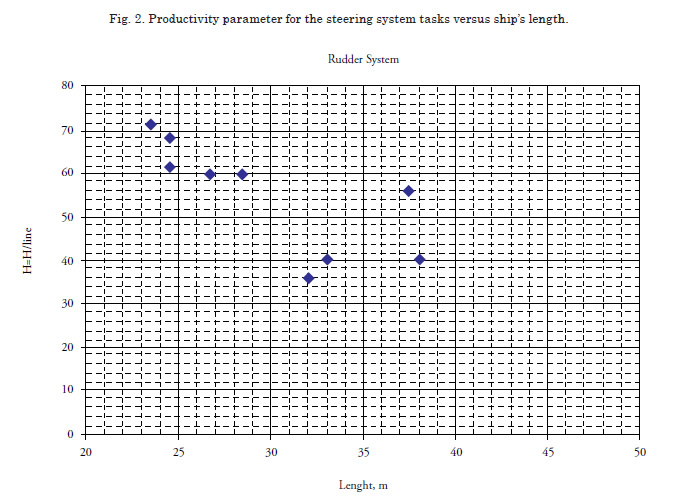
Productivity parameter for the rudder system also shows high variation, however when plotted against the length of the ship it was not found the expected relationship, as may be noted in Fig. 2. It seems that the high variation of this parameter is mainly influenced by the type of construction: with or without sternframe solepiece, the type of top support, either liner or roller bearing, and, the watertightness device, with packing or retainer.
Another task with high variation coefficient is the cleaning of the hull, which is influenced by the difference in adhesion of the painting to be removed. Also, in the high variation of the cathodic protection, influences the fact that some ships have bolted anodes while others are welded, and between these last ones, some have two legs while others have four.
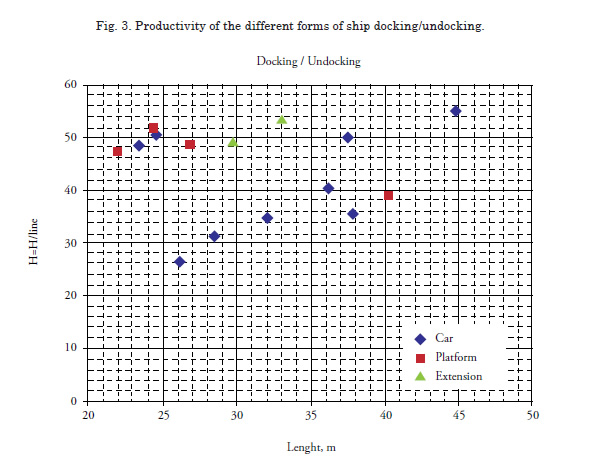
Finally in Fig. 3, required time for ship docking/undocking are presented versus length of the ship, classified in the three possible ways: using the cars, directly on the platform, and, using an extension to the platform. Because the number of analyzed data is small, a definitive conclusion cannot be reached, but it may be noticed that this process is more efficient when cars are used, and this is expected since in this case the system has hydraulic arms to secure the ship being docked when she is in the adequate position. Also, considering only ship docking using the cars upon the platform, it may be noticed an almost linear relationship between the time to complete the task and the length of the ship, a fact which is also reasonable.
Unfortunately it was not possible to find reports on productivity of shipyards similar to ASTINAVE for comparison purposes, so following some comments will be presented about the relationship of the registered values as compared with those presented in Butler’s book (Butler, 2000). It must be emphasized that the times to develop tasks reported in the above mentioned reference are related to works developed in dry docks, which include blocks around one meter height, which influences the required execution times because the need to install scaffold and platforms. In the case of tasks to replace cathodic protection anodes, Butler reports values of 0.33 M-H/kg to replace slabs of up to 3 kg, and of 0.20 for those of 5 kg; in the present work, the average value for that parameter is 0.12 M-H/kg, with a variation of 25.1%. In the case of steel plating replacement works, the above mentioned reference presents values according to the thickness, for example, for plates up to 6 mm, they need 250 M-H/ton, and for those of 8 mm, 245; in the present paper it was estimated for plating changes an average value of 0.22 M-H/kg (or 220 M-H/ton), with a variation of 25.5%. For the removal of propulsion tail shafts with diameters below 150 mm, if it is towards the exterior of the hull, the reference mentions 90 M-H, while if the pull is towards the interior, 140 M-H; in the present report, it was estimated a mean value for removal of tail shafts of 130.9 M-H/line, with a variation of 36.1%.
Conclusions and Recommendations
The required times for maintenance works in a shipyard have been registered and from them productivity parameters were calculated, for sixteen ships in the slipways of the Astilleros Navales Ecuatorianos, ASTINAVE, at Guayaquil, Ecuador, in the period between Abril 2008 and January 2009. The analyzed ships are in a range between 20 and 45 meter length. It can be mentioned, remembering that the reduced number of data does not permit definitive conclusions, the following:
The classification of ship maintenance work proposed in this paper, includes three areas: related to the hull (plating replacement, surface cleaning, surface painting, cathodic protection, and measuring of plate thickness), related to ship handling (propulsion systems, steering systems, and docking/undocking), and, related to hull interiors (bottom valves and fuel tanks). Also, before proceeding to calculate each productivity parameter it was necessary to define units to be used to measure those quantities, and determine the limitations taken in each process. It was found that the classification employed for the calculations facilitated the registration and control of the process for the final estimation of the productivity parameters.
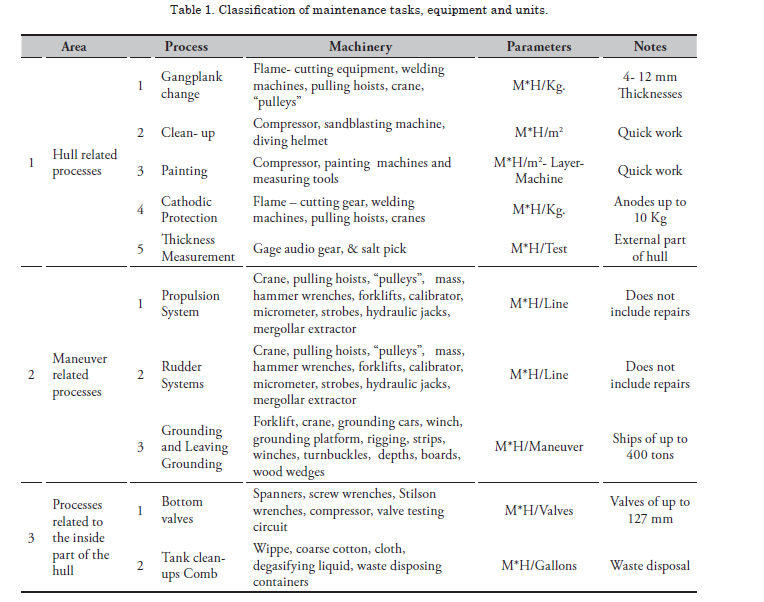
The analysis of results presents processes with values of standard deviations, s.d., which allowed us to group them in three categories, see chart 4. The values of s.d. considered as high, are those with a variation coefficient above 20%; in this group you may find works related to propulsion systems, 36.1%, plating change, 25.5%, cathodic protection, 25.1%, steering systems, 23.8%, and, hull cleaning, 22.5%. Processes with intermediate deviations were considered those with a variation coefficient between 12-20%; in this group we found: hull docking/undocking with 19.8%, fuel tanks cleaning, 18.7%, and, measuring of plate thickness, 14.4%. Finally processes with low standard deviations are considered those with variation coefficients below 12%, and include: bottom valves, 11.7%, and, painting, 11.1%.
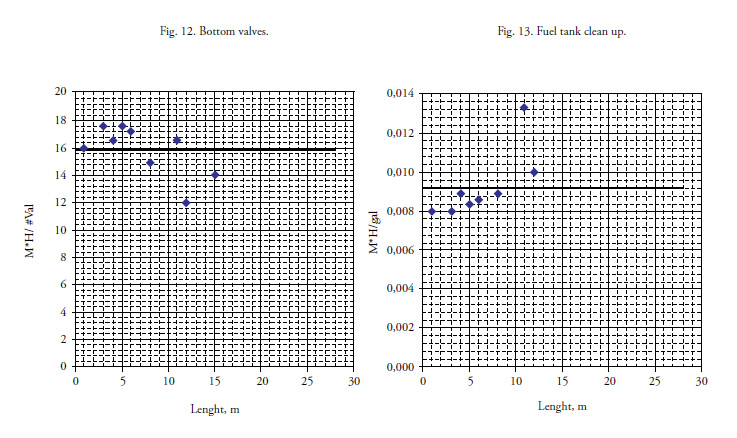
Finally maintenance works with low variation values of the productivity parameters have the following means values and are: painting, 0.027  and bottom valves, 15.8 M-H/valve. Given these low variations, it is thought that these values may be used to compare with productivity standards from other shipyards, for process control, and eventually for planning purposes. The authors commit themselves to keep the register of the time required for ship hull maintenance works in the slipways of ASTINAVE shipyard to determine in the future productivity parameters with higher statistical confidence.
and bottom valves, 15.8 M-H/valve. Given these low variations, it is thought that these values may be used to compare with productivity standards from other shipyards, for process control, and eventually for planning purposes. The authors commit themselves to keep the register of the time required for ship hull maintenance works in the slipways of ASTINAVE shipyard to determine in the future productivity parameters with higher statistical confidence.
Bibliography
ASTINAVE, Registro de Productividad en Buques. Guayaquil, 2008.
ASTINAVE CAR-C Documentos Sistema de Calidad PSC-ITSC. Guayaquil, 2008.
ASTINAVE Manuales de Mantenimiento de Equipos. Guayaquil, 2008.
BARBERÁN, J., Determinación de los Parámetros de Productividad en los Procesos de Carenamiento de Buques en el Varadero de ASTINAVE. Tesis de Grado de Ing. Naval, Fac. Ingeniería Marítima y Ciencias del Mar, ESPOL, Guayaquil, Ecuador, 2008.
BUTLER, D., Guide to Ship Repair Estimates. Butterworth-Heinemann, 2000.
HEMPEL, Documentación Técnica: Preparación de Superficies de acero. Pinturas Marinas Hempel del Ecuador, 2008.
ZURITA, GAUDENCIO, Probabilidad y Estadística, Fundamentos y Aplicaciones. ICM-ESPOL, Guayaquil, Ecuador, 2008.
Apendices
A. Work description for ship maintenance, (ASTINAVE 2008b)
Steel plating replacement: It includes the process from visually inspecting hull plating and structural parts, going through deciding the areas where the plating needs to be replaced based on the recommendation that resulted after measuring the thickness, up to performing the leak tests (hydraulic or pneumatic) after having performed the welding jobs in the inner part of the water or fuel tanks.
Hull cleaning- up (sand blasting): It includes the process from cleaning up the hull by scraping it in order to eliminate the pieces of small sea shells, up to verifying the requirements for sandblasting of the SA 2 ½ degree, while comparing it with photographic patterns.
Surface painting: Once the technicians from the painting company and the customer have verified that the treated surface has the required degree of cleanliness, (Hempel, 2008), they move on to authorizing the paint job, not before verifying the environmental temperature, relative humidity factor and dew point parameters. The process ends when the equipment is washed. This includes washing the nozzle and the gun with thinner, after applying each coat of paint.
Cathodic Protection: This process begins by dismounting all the zinc plates by using flame- cutting equipment, when the anodes have been welded or by using the appropriate wrenches when they are bolted. The process ends with the installation through the welding or mounting of the bolts of the new zinc anodes.
Thickness Measurement: It begins by coordinating, together with the representative of the vessel shipowner, the areas where the thickness measurements will be performed. The process ends with the writing of the technical report on the thicknesses that includes the recommendations on the plating changes that are required.
Propulsion system: The process begins by taking off the fenders, the thimbles and safety devices in the shaft lines. Then perform gap measurement and analysis, and it ends with reassembling of the fenders and safety devices. Shafts or propeller repair works are not included.
Steering System: This process starts by taking off the bumpers and safety devices. It then continues with logging and analyzing the measured gaps. The process ends when the clamp clans are reassembled.
Ship docking: It begins with the preparation of the docking plan, then the manufacturing of the docking bed according to the characteristics of the process (on top of transference cars, platform, or, with extensions) all the way up to the positioning of the vessel to its final position in the transference yard.
Vessel undocking: Once having checked that all works carried out in the hull, bottom valves, propulsion and steering systems have been completed, then developing a technical stop when the vessel has a sufficient level of water, and finishes when it floats out of the slipway entrance.
Bottom Valves: It goes from dismantling the valve tower, checking what condition the stem and the hatch are in (in order to detect any pitting or scratches), verifying the leak tests of the valve by means of a hydrostatic test, to the reinstallation in its original position.
Fuel tanks (clean-up and degasification): From opening the tank covers in the fuel tanks, then performing the degasification process, then pumping out the mud and fuel residues, to the verification of the cleaning process performed.