Ship Science & Technology 10(20): 9-18, 2017
Carlos Ochoa1, Henry Murcia2, Raúl Fuciños3, Karen Domínguez4
1 Universidad de Cartagena. Cartagena de Indias, Colombia. Email: carlosochoagrau@gmail.com
2 COTECMAR — Science, Technology and Innovation Management Office. Cartagena de Indias, Colombia. Email: hmurcia@cotecmar.com
3 COTECMAR — Science, Technology and Innovation Management Office. Cartagena de Indias, Colombia. Email: rfucinos@cotecmar.com
4 COTECMAR — Science, Technology and Innovation Management Office. Cartagena de Indias, Colombia. Email: kdominguez@cotecmar.com
Date Received: September 17th 2016 - Fecha de recepción: Septiembre 17 de 2016 Date Accepted: December 19th 2016 - Fecha de aceptación: Diciembre 19 de 2016
This article is focused on the implementation of the Work Sampling technique at the Science and Technology Corporation for the development of the Naval, Maritime and Riverine Industry - COTECMAR, more specifically in the Production Department of the Maintenance and Ship Repair Management located in Mamonal facilities; in order to know the percentage of idle times in performed productive processes and to identify the main triggers, through the estimation of the proportion of time played in specifics activities in a certain period of time, using instantaneous observations of work areas and employing probability sampling to generalize the findings.
Key words: Work Sampling, Probability Sampling, Idle Times.
Nueva Implementación del Muestreo de Trabajo para Validación del Actual Indicador de Tiempo Ocioso Asociado a la Línea de Negocio de Reparación y Mantenimiento de Buques en Cotecmar
El presente artículo está orientado a la implementación de la técnica del muestreo de trabajo en la Corporación de Ciencia y Tecnología para el desarrollo de la Industria Naval, Marítima y Fluvial -COTECMAR, más específicamente en el Departamento de Producción de la Gerencia de Mantenimiento y Reparación de Buques en la Planta; con el fin de conocer el porcentaje de tiempos ociosos en los procesos productivos ejecutados e identificar las principales causas que lo genera, a través de la estimación de la proporción de tiempo dedicado a actividades específicas durante cierto periodo de tiempo, empleando para ello la toma de observaciones instantáneas de las áreas de trabajo y utilizando el muestreo probabilístico para generalizar los resultados del estudio.
Palabras claves: Muestreo de Trabajo, Muestreo Probabilístico, Tiempos Ociosos.
According to the International Labour Organization (ILO), work study is the It is the systematic examination of methods of carrying out activities so as to improve the effective use of resources and to set standards of performance for the activities being carried out.
Work study then aims at examining the way an activity is being carried out, simplifying or modifying the method of operation to reduce unnecessary or excess work, or the wasteful use of resources, and setting up a time standard for performing that activity. The relation between productivity and work study is thus obvious. (International Labour Organization, 1996).
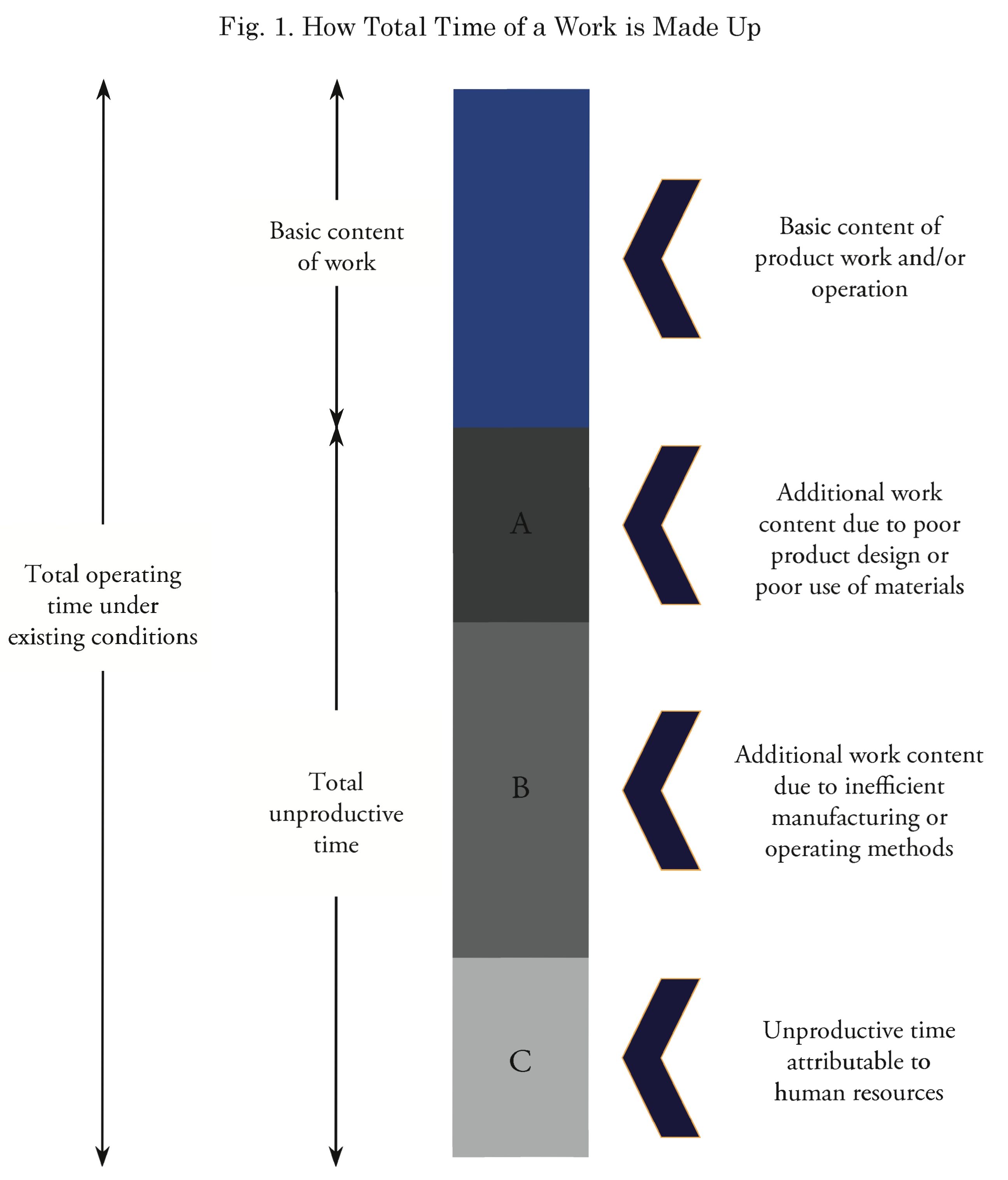
To carry out such examination, the reference object is marked by the total time or a job, defined as "the time taken by a worker or a machine to carry out an operation or to produce a given quantity of a certain product." Fig. 1 shows how operational time is made up.
Work study is developed from the interrelation of several techniques, where special importance is given to the study of methods and work measurement.
On the one hand, the study of methods is the recording and systematic critical review of the techniques to carry out activities in order to make improvements.
On the other hand, work measurement is referred to as the application of techniques to determine the time taken that is invested by a qualified worker to carry out a task at a defined standard of performance.
The strong connection between these two techniques results in an important input to make decisions aimed at the improvement of productivity in organizations.
This study will emphasize in one of the two main techniques used in work study. Specifically, it will focus on work measurement.
According to the ILO, work measurement can be used to investigate, reduce and finally eliminate ineffective time.
In this context, ineffective time is understood as that time in which productive work is not executed, for any reason.
According to the foregoing, work measurement is the means whereby the time invested in executing an operation or a series of operations can be measured in order to highlight the ineffective time and separate it from the productive time.
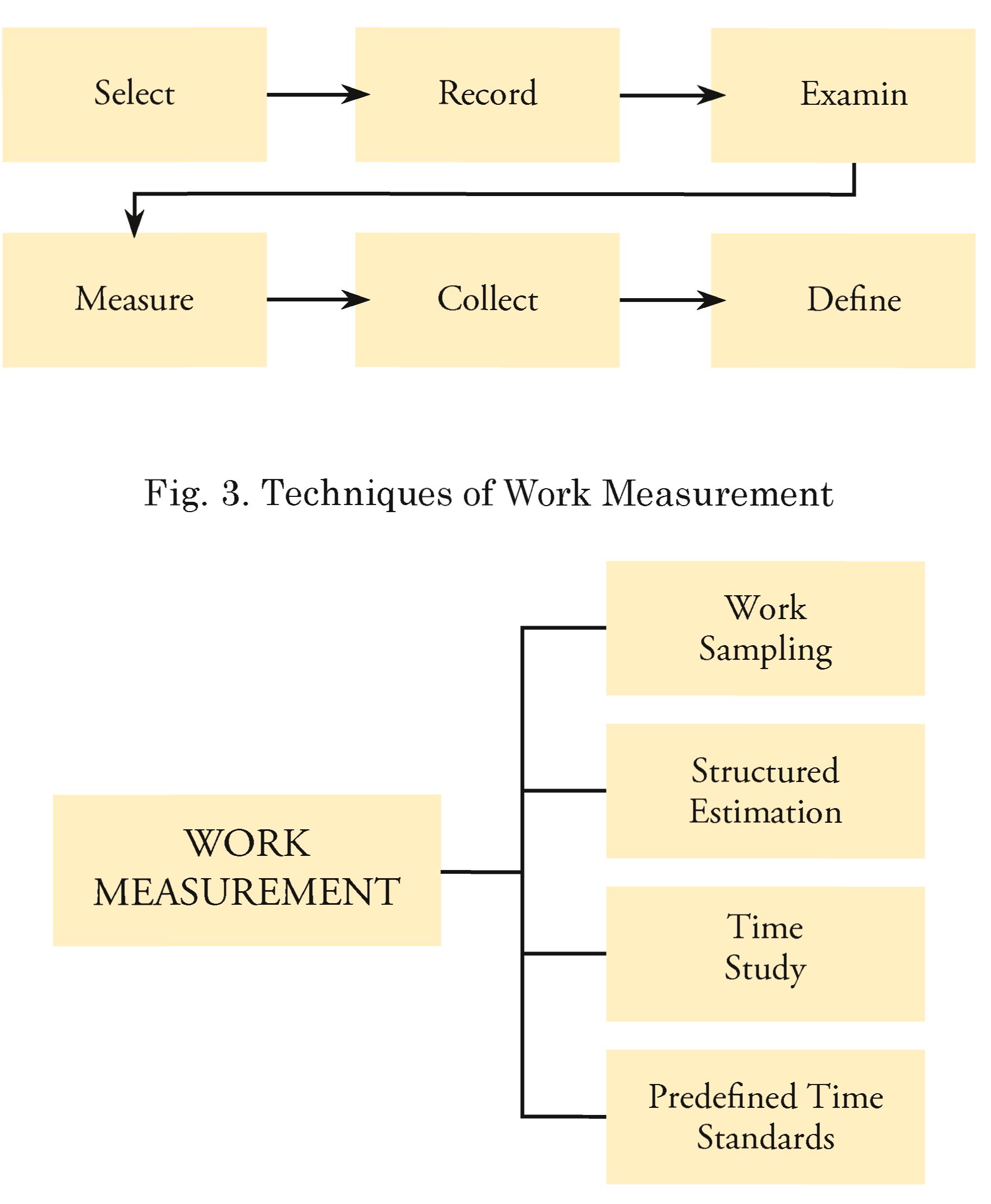
Work measurement is governed by a basic procedure comprised of six stages. It starts with the selection of the work that will be the subject of the study to then make the recording of the data related to the circumstances under which the work is carried out. The systematic procedure continues with the review of the data recorded and the details of the elements with a critical sense1, providing this information to develop the work measurement for each element. The fifth stage refers to the compilation of time standards for the operation that will allow for the definition (final stage) of the series of activities and the method of operation with precision. Fig. 2.
The International Labour Organization clarifies that the six stages must be followed completely if there is a desire to set standard times. On the contrary, if there is only a desire to find out about the ineffective times, only the first four stages need to be executed.
_____________________
1 The purpose is to determine if the most efficient methods and movements are being used and to separate the ineffective or strange elements from the productive elements.
Work measurement is supported in certain techniques to meet its purpose. These are: Activity Sampling, Structure Estimation, Time Study and Predetermined Time Standards. Fig. 3.
Work measurement may be carried out through the implementation of one of the techniques available or also through the selection of a combination of the same.
Next, an emphasis will be made on the technique selected during the research conducted herein: Work Sampling.
Work sampling is a technique developed in England by the statistician L.H.C. Tippet in 1934 who estimated the percentage of time that each worker dedicates to carry out several tasks, making random observations that record the activity that is being carried out in that moment. (Bañegil PalacioSy and othersy 2005).
It is a technique used for work measurement that through the statistic sampling and recollection of a large number of observations taken at random is capable of determining the percentage of appearance of an activity, the productive time of a person or machine and its causes, and the standard time of work, among others.
Work sampling, also known as "activity sampling" or "instant observation method" arises as an alternative to the continuous observation as the one seen in the time study, given that to carry out this type of studies, a large investment in human resources is needed especially destined for the development of this task (International Labour Organization., 1996), Therefore, it is more practical to carry out a series of paths in which a sufficiently large number of observations that allow establishing the existence of a good probability that said observations reflects the real situation with certain level of trust and margin of error is taken.
Three of the most common uses of work sampling (De la Paz Gonzalez, 2014) are:
• Determination of the percentage of use of a man or a machine: It is accomplished by the establishment of a portion of productive and inefficient time allowing to take measures on the main causes of delay and suspension of work.
• Determination of allowances: Enables the definition of labor standards taking into account allowances for personal reasons and unavoidable delays.
• Time Standard Calculation: The time required is found so that the qualified and trained operator carries out a job considering that it is developed at a normal rhythm of work.
• These typical uses are feasible given the advantages that support the technique (Garcia> 2005), among which are:
• They do not require continuous observation by an analyst for long periods of time.
• Reduces the work time.
• Generally uses less man-hours to develop the study.
• The operator is not subject to pressure for being observed for long periods of time with a stopwatch.
• One observer may easily study the operations of a group of workers.
Nevertheless, literature indicates that there are limitations that constitute a disadvantage for the technique. These are:
• It is not cost-effective for the study of only one man or machine operation.
• It is usually not cost-effective to determine the standard time of repetitive operations with very short cycles.
• It does not yield very detailed information of the elements that form an operation such as the study of times.
• It does not provide a detailed record of the method used by the operators.
• It is more difficult to explain to workers and managers.
The work sampling technique at the Science and Technology Corporation for the Development of the Naval, Maritime, and River Industry -COTECMAR, has its most recent and relevant background in the study called “Improvement of the situation in the ship-repair direction of Cotecmar” (Fraunhofer IPAy 2013) and the university internship program "Measurement of Productivity in Ship Repair Processes" (Porto, 2013), whose main objective was to obtain statistical data that supported the development of a production planning tool.
The theory of these studies was based in that when taking into account the results of all the activities observed, predictions could be made about the estimated production time including probable additional activities that could appear during the repair project. This through the collection of data from the application of Work Sampling and the review of historical data such as estimated and executed man-hours in finalized projects.
With these studies, it could be established that the time for the development of naval ship repairing projects is extended in comparison with the time initially projected for each project due to certain delays in the productive process.
Likewise, it was determined that the problems that cause such delays were common at a general level in the Shipbuilding Industry.
Lastly, the Fraunhofer IPA Institute determined that the idle times in the repairing area of the corporation were approximately 30% of the total work time, a number that was above the international average for companies of the same industry.
An initiative focused on updating the Idle Times indicator determined in 2013 by Porto and Fraunhofer IPA was implemented within the context of the research, development and innovation project "Strengthening of Productive Processes Aimed at Increasing Productivity in Repairs" (2015) directed by the Science, Technology and Innovation Department.
To determine the methodology for the implementation of the work sampling technique developed in this research, a review of the literature was made (Krajewski, and others, 2000), as well as taking into account the steps used during the year 2013 in the study developed by the Fraunhofer IPA German Research Institute, adapting them to the needs of the project herein referred to.
The foregoing provided structure to the methodology used by the researches. This is presented below:
The assimilated methodology was comprised of a series of 8 steps.
Step 1 - Selection of the Study Unit: The work sampling technique was defined to the procedures and activities carried out by the Production Department and its corresponding divisions, which are a part of the facilities of Cotecmar's Mamonal Plant.
Step 2 - Definition of the study objectives: Three objectives were defined:
1. Replicate the Work Sampling methodology carried out by the corporation during the year 2013 to make a new measurement of ship repairing and maintenance works.
2. Analyze the data that resulted from the measurements generated by the Work Sampling and identify the current value of Idle Times for repairing and maintenance activities.
3. Compare the results of the data analysis that will be carried out with the reference indicator defined in 2013 about the Idle times to observe the behavior and evolution of the same.
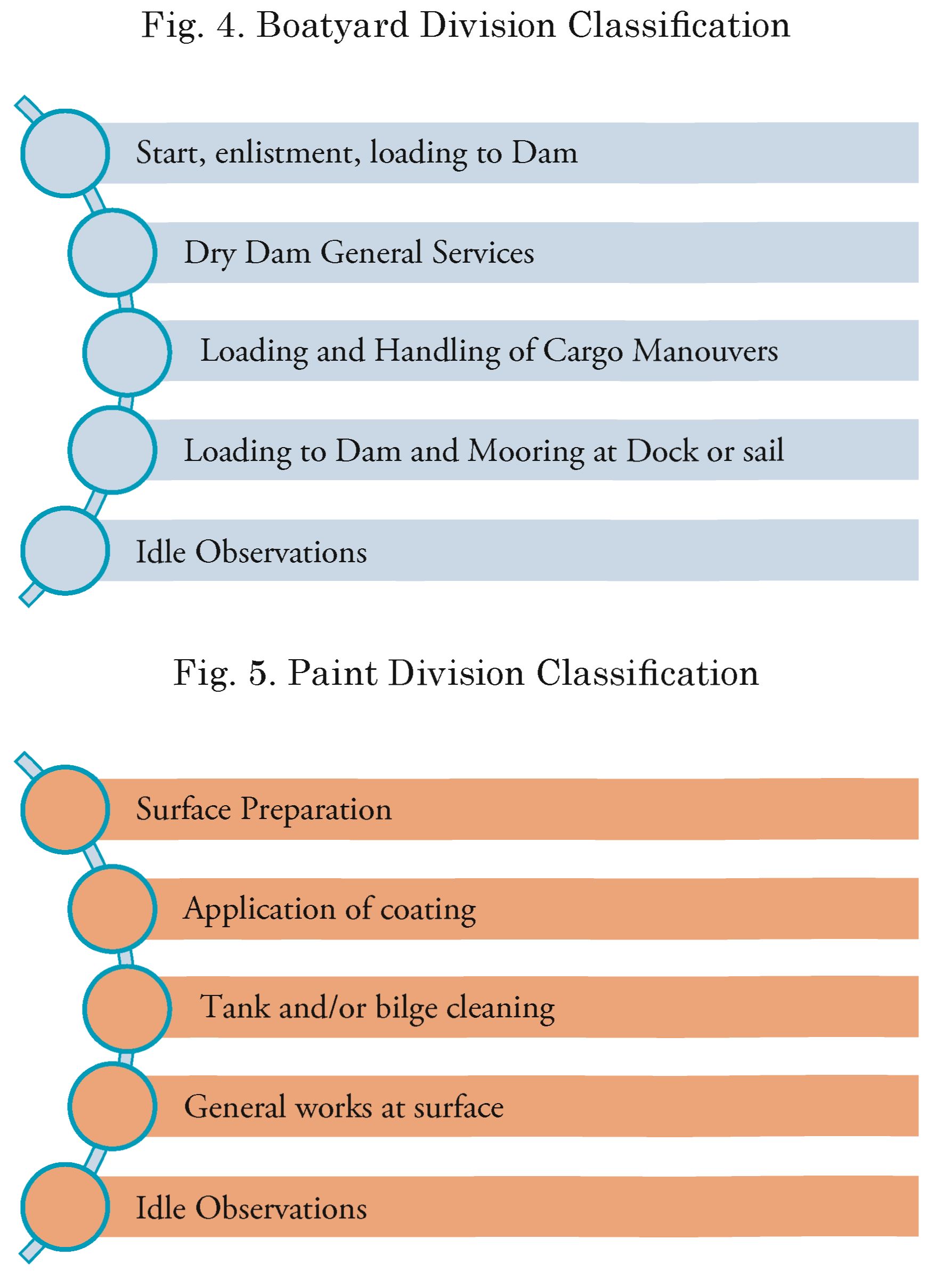
Step 3 - Classification of the activities to be observed: Enabled the classification of the observations for taking measurements. These were grouped by productive division (Figs. 4, 5, 6, 7 and 8)
Step 4 - Sampling Calculation, Level of Reliability and Precision: In addition to
establishing the reliability and precision levels of the new work study, the assumptions used during the previous measurement are used (Porto, 2013) in order to establish an efficient comparison between the results.
The number of observations was calculated as follows:

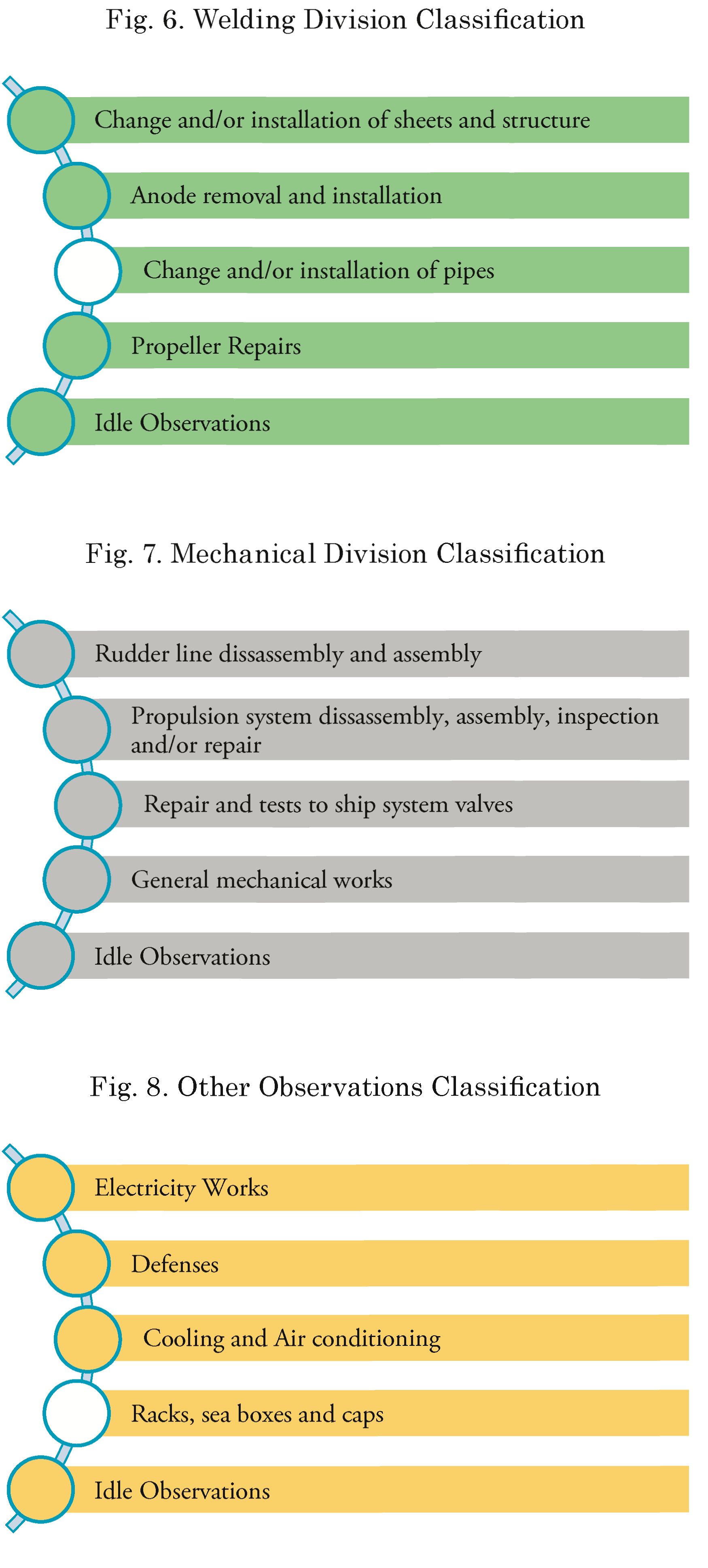
Step 6 - Observations format design: The format includes six pages, four of which belong to each one of the divisions that emphasize the main procedures executed by them (shown in Figs. 4 to 8); another page belong to the procedures classified as "others" given that they are developed jointly by two or more divisions; and lastly, a page dedicated to the comments that could arise from the observers during the trips and that could help for the analysis of the work sampling.
Step 7 - Collection and Recording of Observations: For the collection and recording of the observations there was the support of two observers that made 10 trips during the day shifts and with one fixed time interval of 50 minutes during the period of time between September 22 and November 12, 2015.
The following pauses were provided as mandatory for the observers to be able to carry out their job:
• The observers need to know each one of the processes made by the divisions that are a part of the Production Department of the Mamonal Plant in order to carry out the collection of observations optimally.
• The observer must get close to the work area (workshops and grounding position) walking towards a fixed location where the activities are being carried out, make the observation and record the facts in the collection forms.
• One observation corresponds to one operator seen one time, that is, if the observer arrives during a trip to the work area and observes ten operators, the observer will have 10 observations during this trip, classifying the observations according to the different processes.
• If the person is idle, the observer shall determine the reason for such idle observation in a collection form.
• Where possible, the observes shall memorize these observations in order to record them once he leaves the work area in order to minimize the sense of pressure of the operators that are being observed.
• Likewise, the observers must try to change the paths of the trips by alternating them when these include work in workshops and grounding position.
Step 8 - Work Sampling Data Analysis: The analysis of data collected through the observation collection forms used a template in which said data was included obtaining information and graphs about: the cumulative proportion of each one of the activities as well as the idle times within the total observations; the daily proportion of each one of activities within the observations of the day; and the evaluation of the activities classified as idle by division and in general during the study.
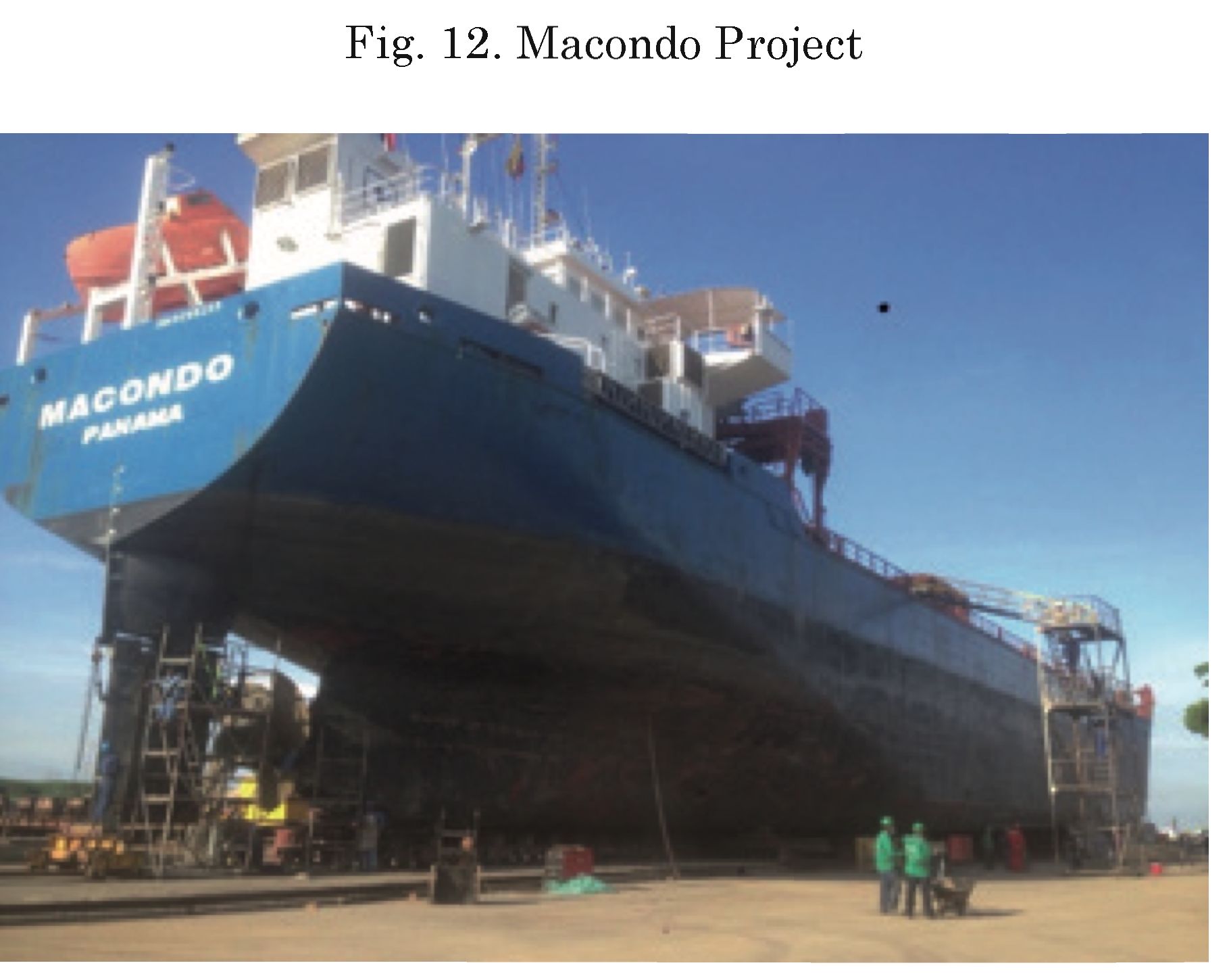
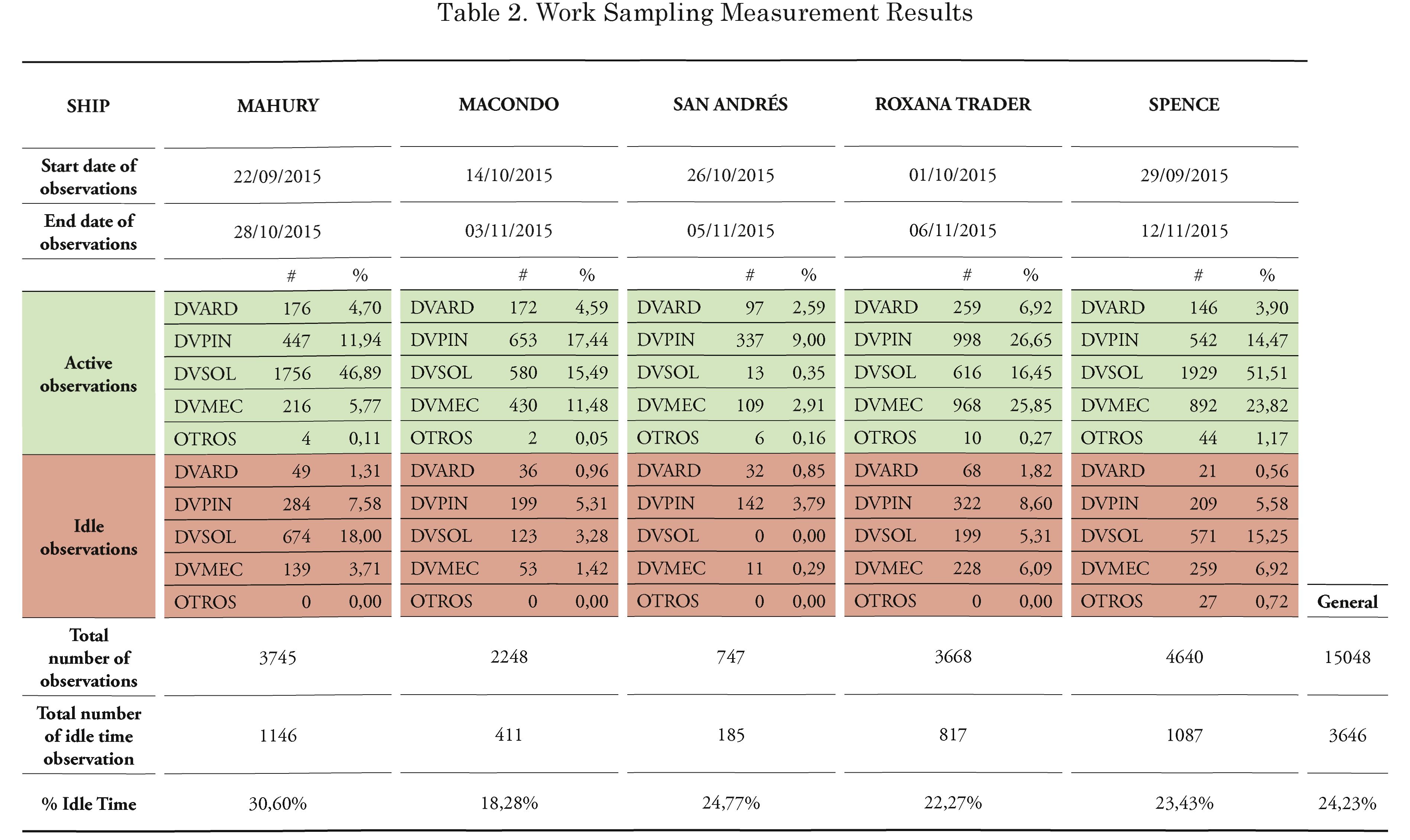
The results presented below were obtained from the work measurement of five repairing projects (Mahury, Spence, Macondo, Roxana Trader and San Andrés) executed by the Production Department of the Mamonal Plant, during approximately two months in the year 2015.
After the completion of such measurements, a general average of idle times of 24.23% was obtained in accordance with the observations taken from the five projects of the study. Table 1 and Table 2.
Fig. 9. Mahury Project

the percentage of idle observations as well as the general average of all the repairing works of the sampled ships.
The investigation and the data obtained from such investigation allowed to determine the percentage distribution of the processes developed by the different productive divisions at the time of said investigation. Fig. 13.
The findings reveal that the largest proportion of works belongs to those related to welding (32.5%), followed by surface works (19.7%) and mechanical (17.5%). Also, the findings show that the inactive and idle times had a value of 24.2%.
This value is an improvement of approximately 5.8% with respect to the base line of the 2013 study, placed at 30%. This situation is due to the efforts made by the Management of the
Mamonal Plant to improve the productivity in its activities.
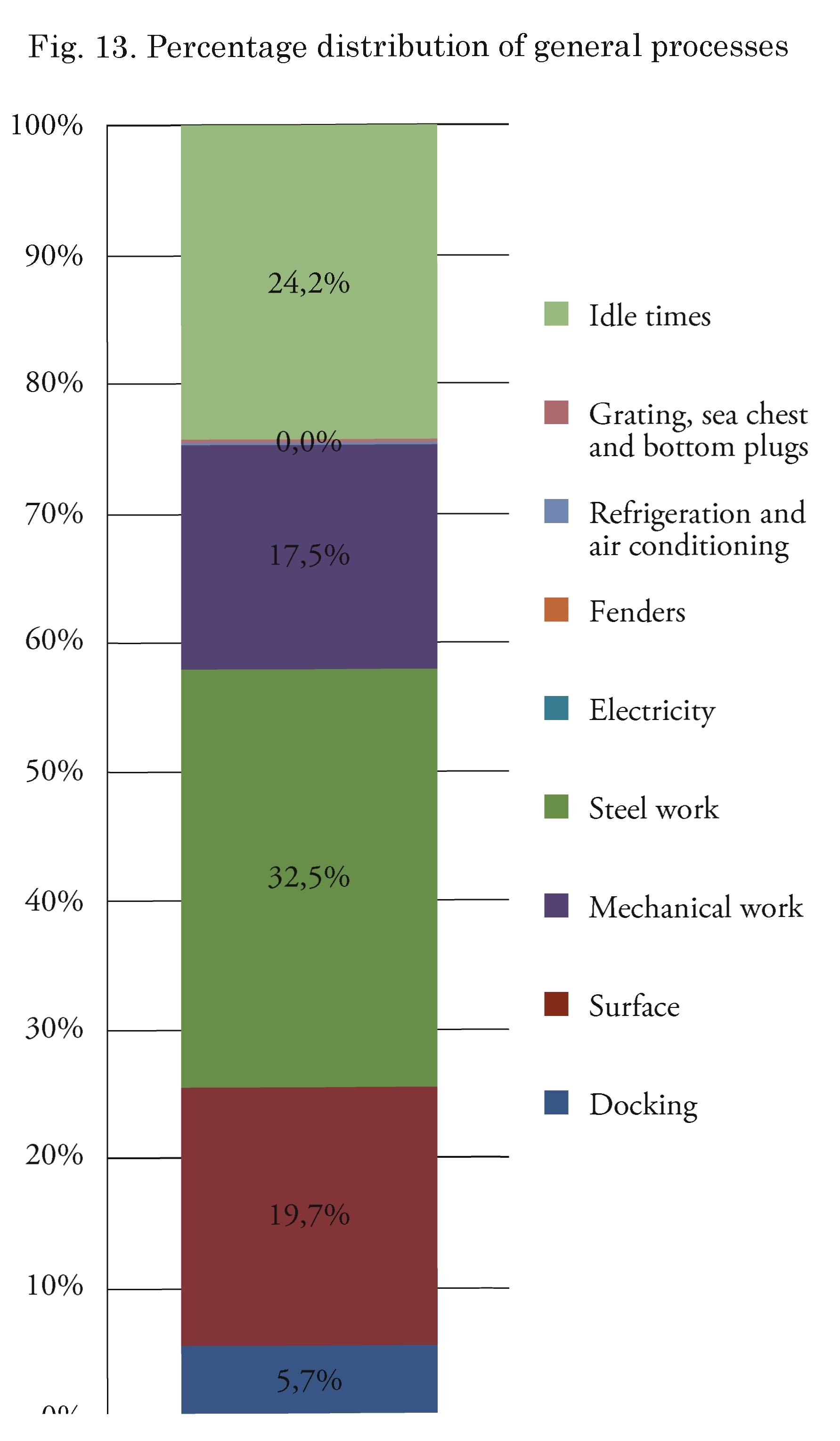
Table 2 shows the start and end date of the application of the Work Sampling technique for each one of the projects. In addition, the number of observations taken classified by division is observed, as well as the proportion (percentage) within the total of the measurements taken. Lastly, the total number of observations taken in each project is shown, as well as the number of idle observations contained within the total and lastly,
The Idle Time indicator was reduced in 5.8% from 30% in the year 2013 to 2.2% during the year 2015. Which results in a high reduction in the comparison with the Corporations expectation from the implemented continuous improvement techniques (5s y Kaizen), and thus it would be important to study in more depth the possible causes and collect good practices from different divisions in order to conduct an internal benchmarking.
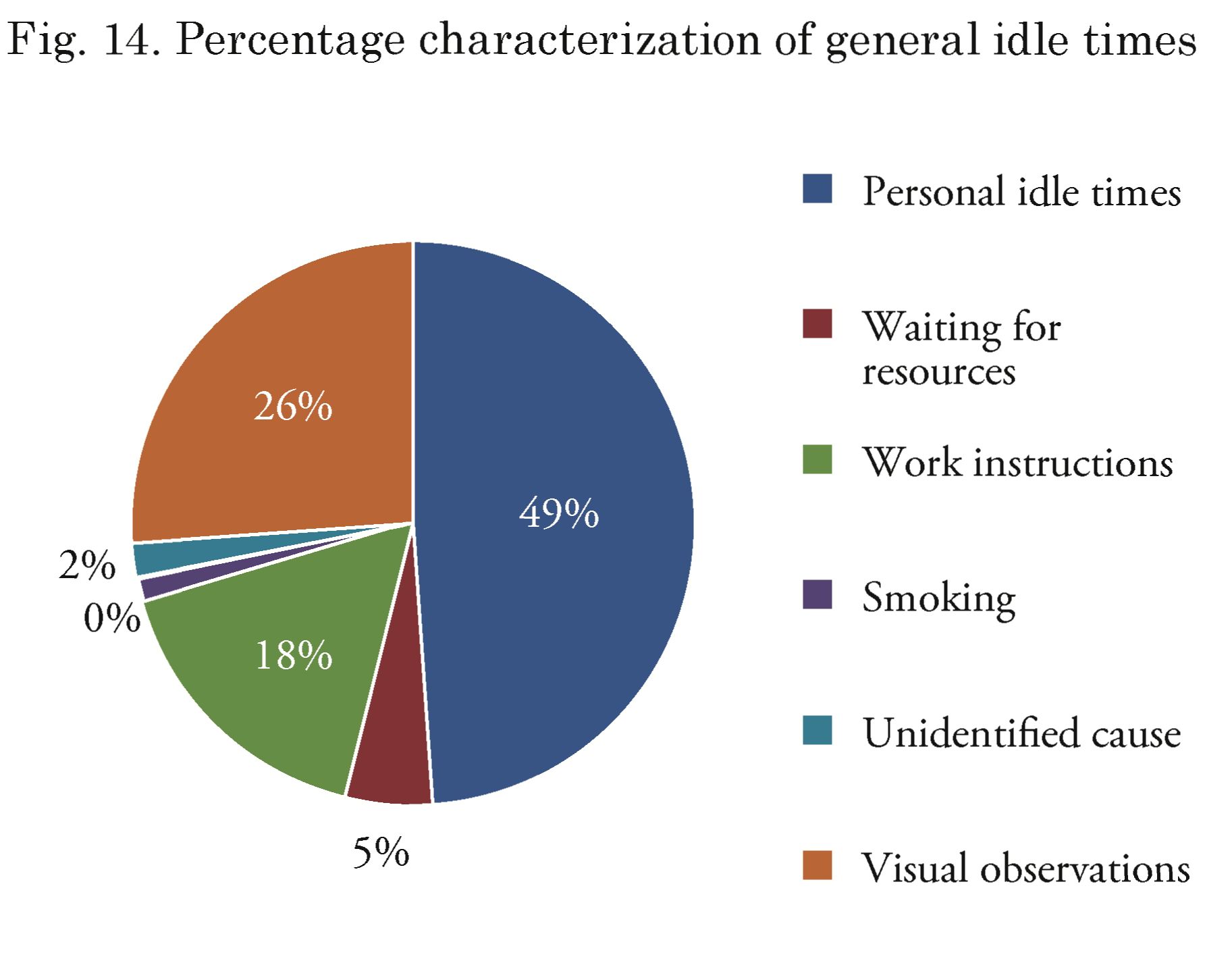
Although this study classifies the reasons for the idle times to occur and the proportion within the same, it does not provide solutions to reduce such idle times. Therefore, it is necessary to investigate in detail the reasons found and seek ways to attach them in order to reduce the idle times of the Corporation.
To be able to carry out improvement actions or proposals in the future, it is important to support the Production Department with plans aimed at process standardization. Inasmuch as every day it is possible to find solidity due to standardized processes, it will be possible to take data and measurement of activities, processes and procedures more centrally and close to reality, that will be translated in the identification of correct indicators o performances for the different jobs.
Under the premise “what cannot he measured cannot be controlled and what cannot he controlled cannot be improved”, for a process characterized by so much complex and dynamic variables, such as the repairing of ships at Cotecmar, it is necessary to create a solid measurement system that provides evidence of the critical points of the activity. The information that results from these indicators should be visible in such a way so that those involved to a greater or lesser extent may know them and set their goals in terms of the indicator.
Bañegil Palacios, Tomás Manuel, and others. 2005. Manual de Dirección de Operaciones. España : Ediciones Paraninfo, 2005.
De la Paz González, Humberto. 2014. Generalidades del maestreo del trabajo. Victoria de Durango : Instituto Tecnológico de Durango, 2014.
Fraunhofer IPA. 2013. Improvement of the situation in the ship-repair direction of Cotecmar. Rostock -Alemania: s.n., 2013.
Garcia, Roberto. 2005. Estudio del Trabajo, s.l. : MacGRAW-HILL/INTERAMERICANA EDITORES, 2005. Segunda Edición.
Krajewski, Lee y Ritzman, Larry. 2000. Administración de Operaciones: Estrategia y Análisis. México : Pearson Educación., 2000.
Organización Internacional del Trabajo. 1996. Introducción al Estudio del Trabajo. Ginebra: OIT, 1996. Cuarta edición (revisada).
Porto, Juan David. 2013. Medición de la Productividad en Procesos de Reparación de Buques. Cartagena: s.n., 2013.